 | 桥面U肋板单元焊接生产线 |
产品类别:桥面U肋板单元焊接生产线 企业为中国焊接协会常务理事单位 | |
产品详细 | |

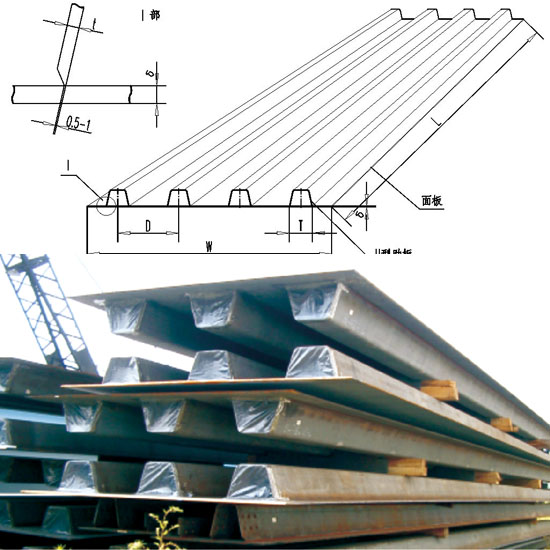
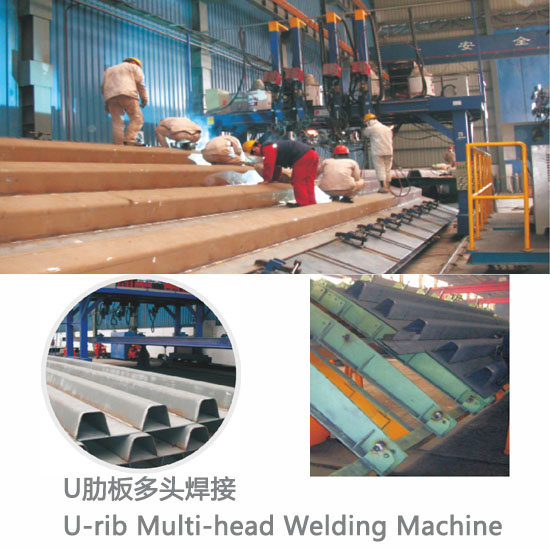
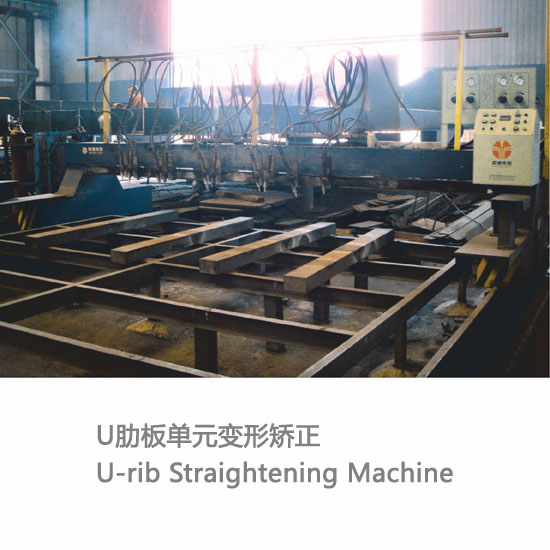
随着大型钢结构桥梁工程的日益增多,桥面U肋板单元的生产制备因其批量大、工期紧、成型及焊接质量要求高,实现自动化生产的必要性越发显现。我司在为山海关桥梁厂、武船重工、上海振华港机、中泰桥梁等国内多家桥梁生产厂家提供了各类桥面板单元生产设备。桥面板单元结构如下图:
| |




|
|
| 桥面U肋板单元焊接生产线 |
产品类别:桥面U肋板单元焊接生产线 企业为中国焊接协会常务理事单位 | |
产品详细 | |
|
随着大型钢结构桥梁工程的日益增多,桥面U肋板单元的生产制备因其批量大、工期紧、成型及焊接质量要求高,实现自动化生产的必要性越发显现。我司在为山海关桥梁厂、武船重工、上海振华港机、中泰桥梁等国内多家桥梁生产厂家提供了各类桥面板单元生产设备。桥面板单元结构如下图:
| |
|
|

阳通--中国焊接装备生产基地
© 版权所有 2019 澳门三期内必开一期 苏ICP备20003454号 ![]() 苏公网安备32020602001519
苏公网安备32020602001519


